



产品展厅

|



连接器线轴LCP 日本住友化学 E6007LHF-BZ 注塑级
- 品牌:LCP 日本
- 货号:333
- 价格: ¥68/千克
- 发布日期: 2024-06-18
- 更新日期: 2026-04-24
产品详请
| 品牌 | LCP 日本 |
| 货号 | 333 |
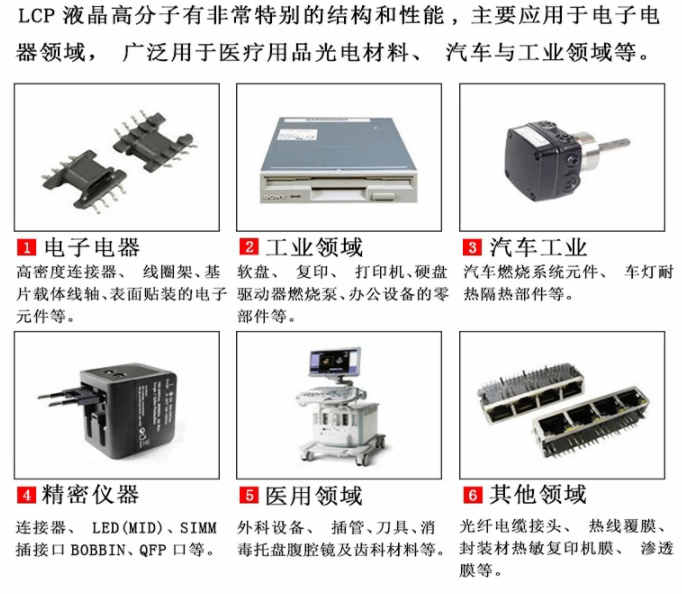
| 用途 | 电子应用领域连接器线轴 |
| 牌号 | E6007LHF-BZ |
| 型号 | E6007LHF-BZ |
| 品名 | LCP |
| 外形尺寸 | 25 |
| 厂家 | LCP 日本 |
| 是否进口 | 是 |
东莞市塑宇化工有限公司简介
东莞市塑宇化工有限公司成立于2017年,位于东莞市樟木头镇先威路75号7栋110号商铺。本公司实力雄厚,货源充足,价格优惠。主要经营:ABS AS PMMA PA66 PA6 PA46 PA6T PA9T PA612 PA610 PC PC/ABS PPS PPO ICP TPR TPU PP PC HDPE PPE PPO PPS HIPS GPPS PVC POM 以及多种塑胶原料及新料的加纤阻然耐高温环保等,下属改性塑胶,引进国外先进生产设备及检测设备,专业从事各种塑胶原料的抽粒和改性的生产加工及代客加工定做。
信誉至上 合作共赢
货源充足 正品保证!
温馨提示:
由于塑胶原料价格不稳定,网络页面信息更新不及时,可能会与当天实际报价价格有所差异,请电话直接咨询。 东莞市塑宇化工可根据产品需求定制各种颜色原料及改性料并可提供技术支持,并免费提供 HS 物性表 材质认证 !
SUMIKASUPER® LCP E6007LHF
Liquid Crystal Polymer
Sumitomo Chemical Co., Ltd.
长玻璃纤维
产品说明:
SUMIKASUPER LCP is a thermotropic liquid crystalline polyester, showing the highest heat resistance among engineering plastics.
| 基本信息 | |
|---|---|
|
|
|
| 填料/增强材料 |
|
| 特性 |
|
| 用途 |
|
| 形式 |
|
| 加工方法 |
|
| 物理性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 比重 | 1.67 | g/cm3 | ASTM D792 |
| 收缩率 | 内部方法 | ||
| 流动 | 0.20 | % | 内部方法 |
| 横向流动 | 0.60 | % | 内部方法 |
| 吸水率 (饱和) | 0.020 | % | ASTM D570 |
| 硬度 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 洛氏硬度 (R 级) | 106 | ASTM D785 |
| 机械性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 抗张强度 (屈服) | 157 | MPa | ASTM D638 |
| 伸长率 (断裂) | 5.1 | % | ASTM D638 |
| 弯曲模量 (23°C) | 11800 | MPa | ASTM D790 |
| 弯曲强度 (屈服, 23°C) | 158 | MPa | ASTM D790 |
| 冲击性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 无缺口悬臂梁冲击 (6.40 mm) | 250 | J/m | ASTM D256 |
| 热性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 载荷下热变形温度 (1.8 MPa, 未退火) | 269 | °C | ASTM D648 |
| 线形热膨胀系数 | 内部方法 | ||
| 流动 : 150°C | 2.0E-6 | cm/cm/°C | 内部方法 |
| 横向 : 150°C | 8.5E-5 | cm/cm/°C | 内部方法 |
| 电气性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 体积电阻率 | 1.0E+15 | ohms·cm | ASTM D257 |
| 介电常数 | ASTM D150 | ||
| 1 MHz | 3.80 | ASTM D150 | |
| 1.00 GHz | 3.50 | ASTM D150 | |
| 耗散因数 | ASTM D150 | ||
| 1 MHz | 0.026 | ASTM D150 | |
| 1.00 GHz | 4.0E-3 | ASTM D150 | |
| 耐电弧性 | 124 | sec | ASTM D495 |
| 漏电起痕指数 | 175 | V | IEC 60112 |
| 可燃性 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| UL 阻燃等级 (0.300 mm, ALL) | V-0 | UL 94 | |
| 极限氧指数 | 40 | % | JIS K7201 |
| 补充信息 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| Soldering Resistance | 300 | °C | 内部方法 |
| 注射 | 额定值 | 单位制 | |
|---|---|---|---|
| 干燥温度 | 130 | °C | |
| 干燥时间 | 4.0 到 24 | hr | |
| 料筒后部温度 | 280 到 320 | °C | |
| 料筒中部温度 | 320 到 340 | °C | |
| 料筒前部温度 | 340 到 360 | °C | |
| 射嘴温度 | 340 到 360 | °C | |
| 加工(熔体)温度 | 350 | °C | |
| 注塑压力 | 80.0 到 160 | MPa | |
| 注射速度 | 中等偏快 | ||
| 保压 | 20.0 到 40.0 | MPa | |
| 背压 | 1.00 到 5.00 | MPa | |
| 螺杆转速 | 50 到 100 | rpm |




